
[ Post a Response | Pentrace message board ]
Posted by Len Provisor![]()
 on March 24, 2022, 8:36 pm
on March 24, 2022, 8:36 pm
with annotated comments by Thomas Westerich
The Making of Waterman Hard Rubber Pens
Before there was hard rubber the miracle material of the early 19th century was gutta-percha.
This was a natural latex material obtained from Palaquium gutta and several other evergreen trees of East Asia. The latex is collected by harvesting or girdling the tree, the latex sap is allowed to coagulate and is then washed, purified, and molded into bricks. Gutta-percha is a polymer of isoprene but, unlike natural rubber it is not very elastic. Gutta-percha is an excellent nonconductor and was used to protect and insulate the first submarine telegraph cables in 1850. It was also used for golf-ball coverings, surgical appliances, and adhesives. With his brother Charles, Thomas Hancock worked extensively with this material but is now best known for his discovery (1839) of the vulcanization of rubber while Goodyear independently discovered it in America. Theirs was the first deliberate chemical modification of a natural polymer to produce a material suitable for molding and shaping.
The development of vulcanized hard rubber
Caoutchouc was the name for rubber used by the Indians of Central and South America. This material is a natural substance that had been used for centuries before being rediscovered by Columbus and introduced to western culture. Caoutchouc came from the Indian word cahuchu which meant weeping wood. Natural rubber was harvested from the sap that oozed from the bark of a tree. The name "rubber" comes from the use of the natural substance as a pencil eraser that could rub out pencil marks and is the reason that it was then re-named rubber. Besides pencil erasers, rubber was used for many other products. However, they did not stand up to extreme temperatures, losing shape with heat and became brittle in winter. During the 1830's, many inventors tried to develop a rubber product that would last year-round. Charles Goodyear was one of those inventors.
In 1837, Charles Goodyear received his first patent (US patent #240) for a process that made rubber an easier product to work with. In 1843, Goodyear discovered that if sulphur was added to rubber then heated, it would retain its elasticity. This process called vulcanization made rubber waterproof and winter-proof and opened the door for an enormous market for rubber goods.
On June 24, 1844, Charles Goodyear was granted patent #3,633 for vulcanized rubber.
Here is one of the earliest mentions of a vulcanized India rubber pen holder.
Covington, Ky. August 30th 1856
I am writing with a novel pen - It is the "Fountain Pen" - a Gold pen and vulcanized India Rubber Holder - It pumps in Ink enough to write about 6 sheets
Foolscap and feeds its self uniformly - Therefore Inkstands become obsolete - It
is a very splendid improvement - My pen is the $5.00 - though it cost me but a
trifle - And it would suit you to a dot - I will send Wm his pen soon as I can get
the exchange for a good one as there is now a poor supply -
Respect to you all E. B. Coon
The quote refers first of all to the two things that made the successful
fountain pen possible, the gold nib with an iridium tip, and a hard rubber
holder. With the convergence of these two technological discoveries, the
fountain pen industry simply took off. In spite of this, he mentions that locally
fountain pens are still hard to come by and in short supply. And not only is it a
fountain pen from 1856, it's a self-filling fountain pen!
(George Kovalenko, Pentrace Article An 1856 Fountain Pen )
The following is an article taken, in part, from The Pen Prophet, a Waterman publication distributed to their dealers to provide sales materials and ideas to present to their customers and dates sometime after 1905.
De ting vas make-ed simple
As all great ideas should pe.
So said Hans Breitman concerning his one-wheeled velocipede.
The Waterman Ideal Fountain Pen is a great idea. Never forget that, and one
title to greatness consists in its fulfillment of the Hans Breitman definition, it is simple: a gold pen and four pieces of solid rubber, thats all. The four pieces are the barrel, the cap, the point section and the feed. Say it over to yourself and learn the fact. Then take an empty pen and identify the parts; no need to take the feed from the point section to locate the two and understand them. As you separate the barrel from the pen and the point section, as if for filling, the little piece containing the pen contains the feed as well. These three, together with the barrel and the cap, is simplicity itself. Nothing to get out of order, nothing to complicate or hinder a perfect pen action.
Now, let us describe the process of manufacture, both of the rubber parts and of the pen itself.
Pure Beni-Bolivian Para Rubber 
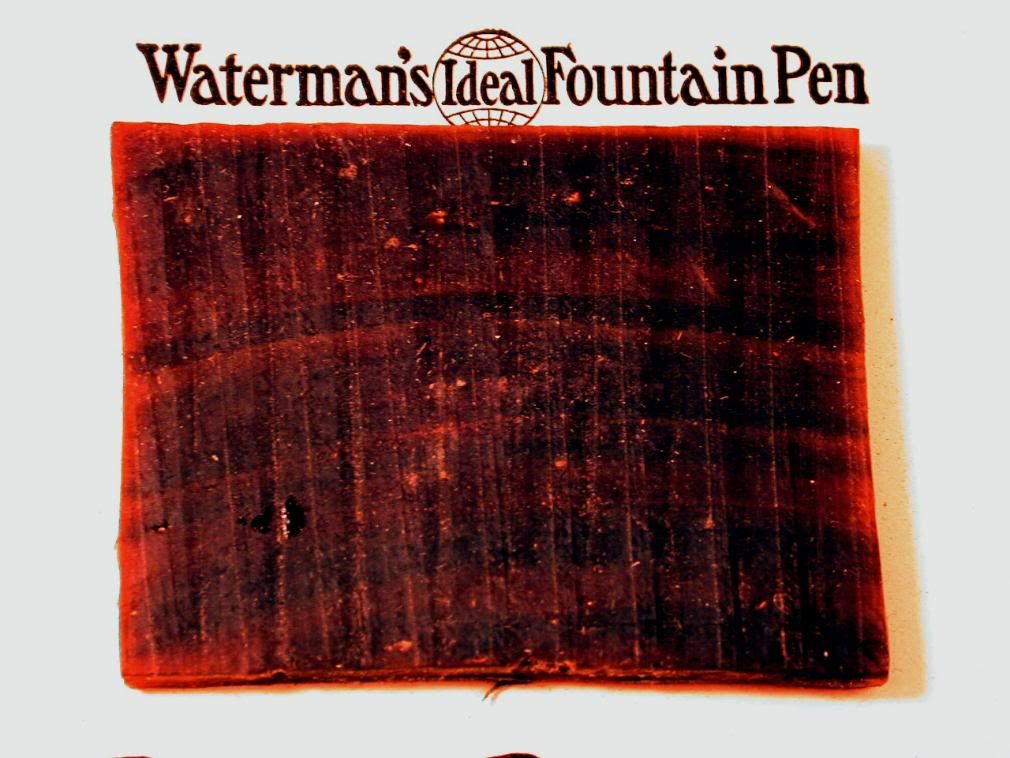
Close up
The rubber used is imported from Para, South America. It comes to us in great lumps about the size of a mans head and in general appearance is like the illustration which is a slice or a cross section of one of these nuggets of rubber.
Rubber ground, shredded and washed 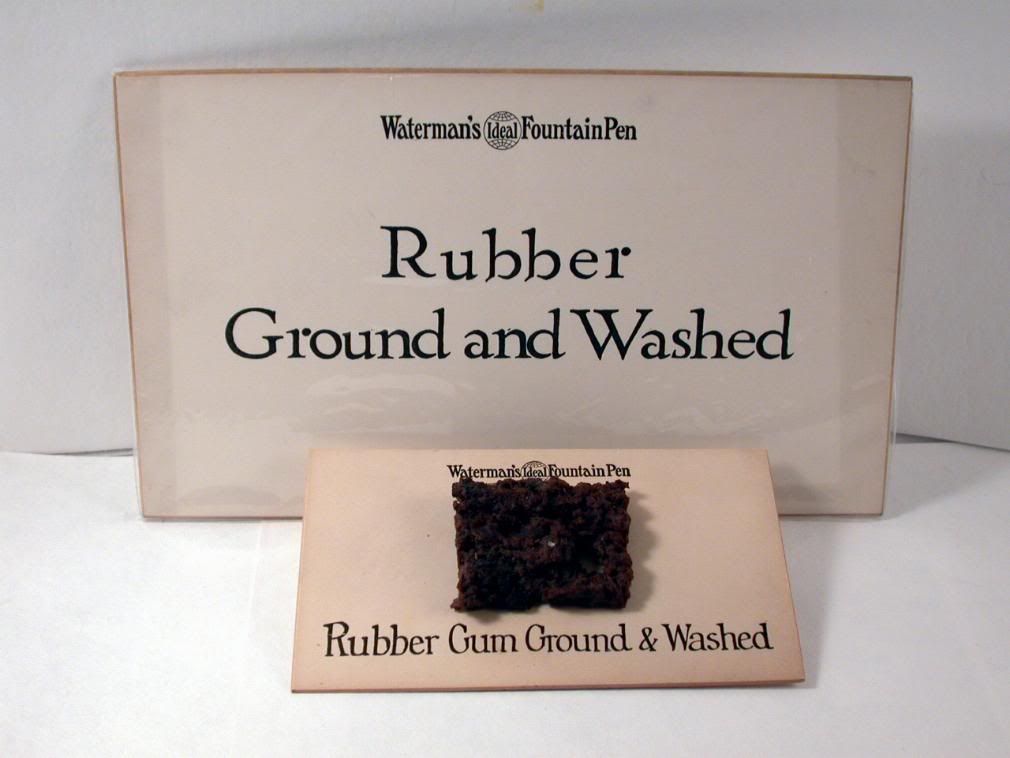

Close up
Rubber Shavings 
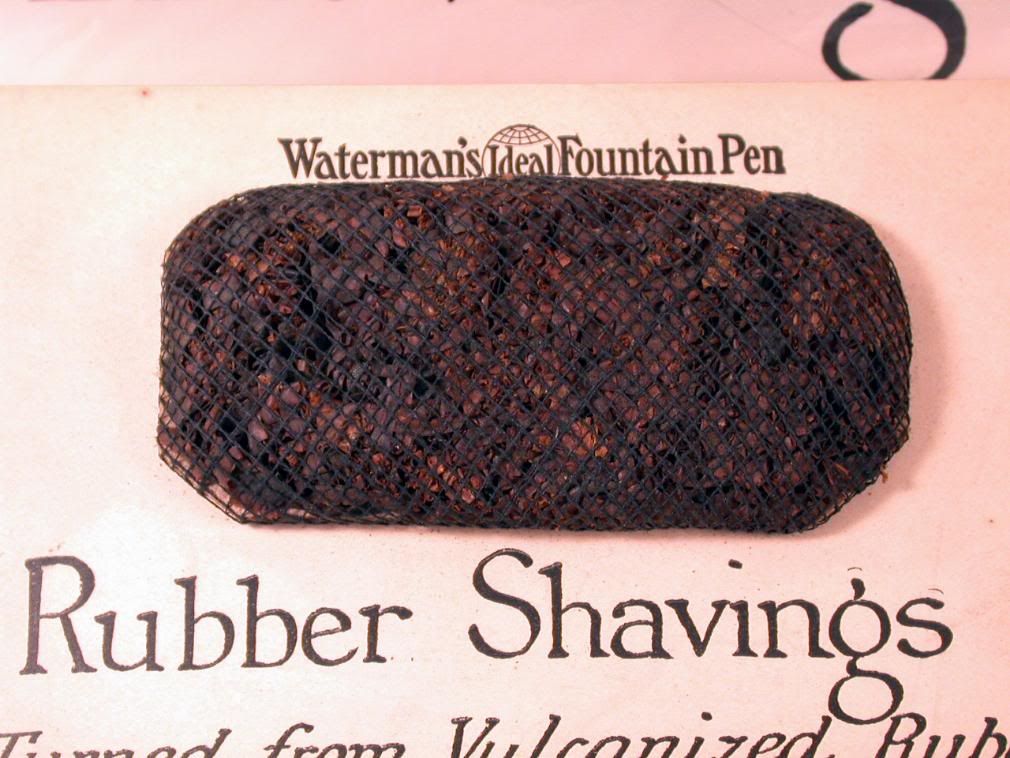
Rubber Shavings close up
The first process is a grinding one, a tearing apart and a washing. All this, of course, is done by machinery and is a very simple process. It is then left to dry during a period of several months and looks like the above illustration when these months have rolled around. It is a fact that in all manufacture of first-class articles there are certain processes that cannot be hastened, and we must have enough well-dried rubber to work with continually coming on from day to day, and yet all of it must have taken the requisite period for drying. .
Rubber mixed with sulphur ready for vulcanizing 
Close up
The next process is one which passes the rubber through huge rollers, bringing it down to a sheet like that of sheet iron or sheet steel as shown in this illustration. 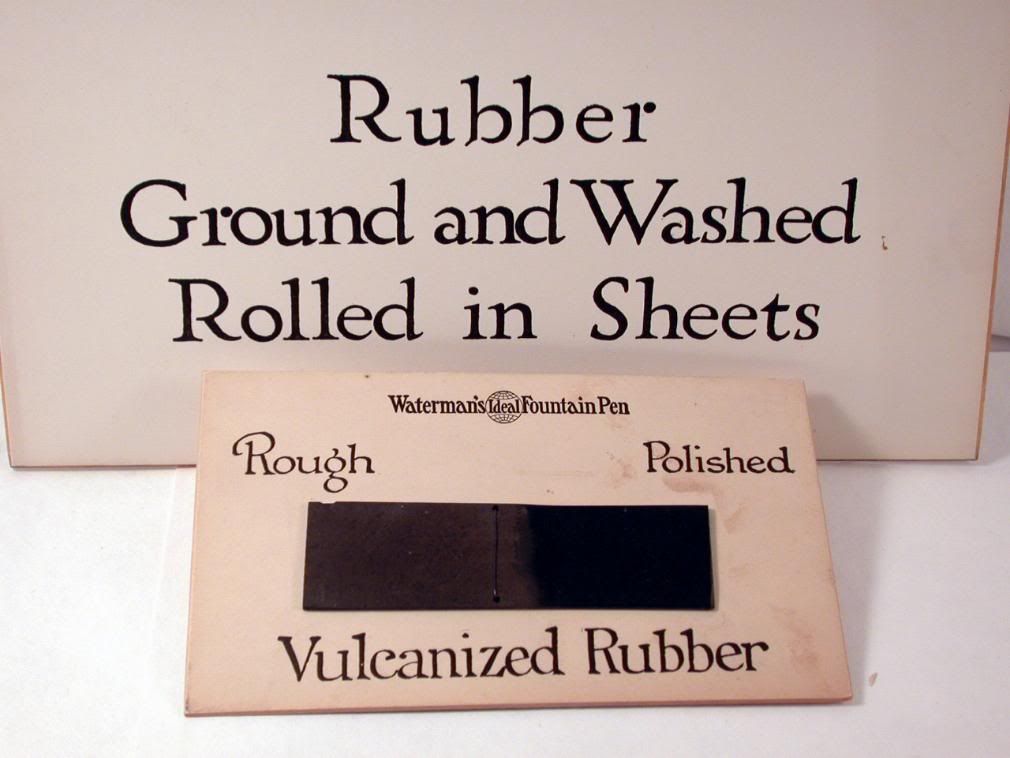
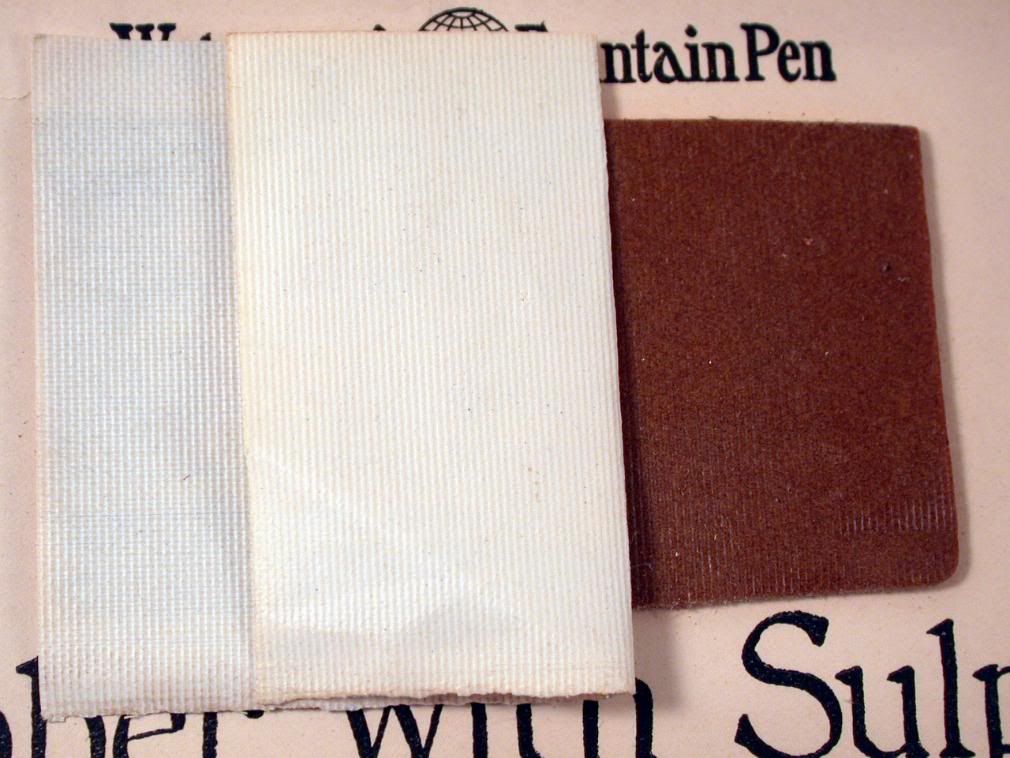
Rubber Ground and Washed Rolled in sheets 
Close up ROUGH POLISHED
After this preliminary rolling, powdered sulphur is sprinkled upon it and it is rolled again until the sulphur has become a part of the rubber. It is then ready for vulcanizing.

Waterman 42S Safety Ripple
Some of our rubber, as you well know, is mottled with a reddish hue. This is obtained by using English vermillion in addition to the sulphur. 
Vulcanized barrel on mandrel
The covered mandrel is then placed in the vulcanizer and subjected to steam heat at the proper temperature for several hours, and when it comes out it looks like this illustration. 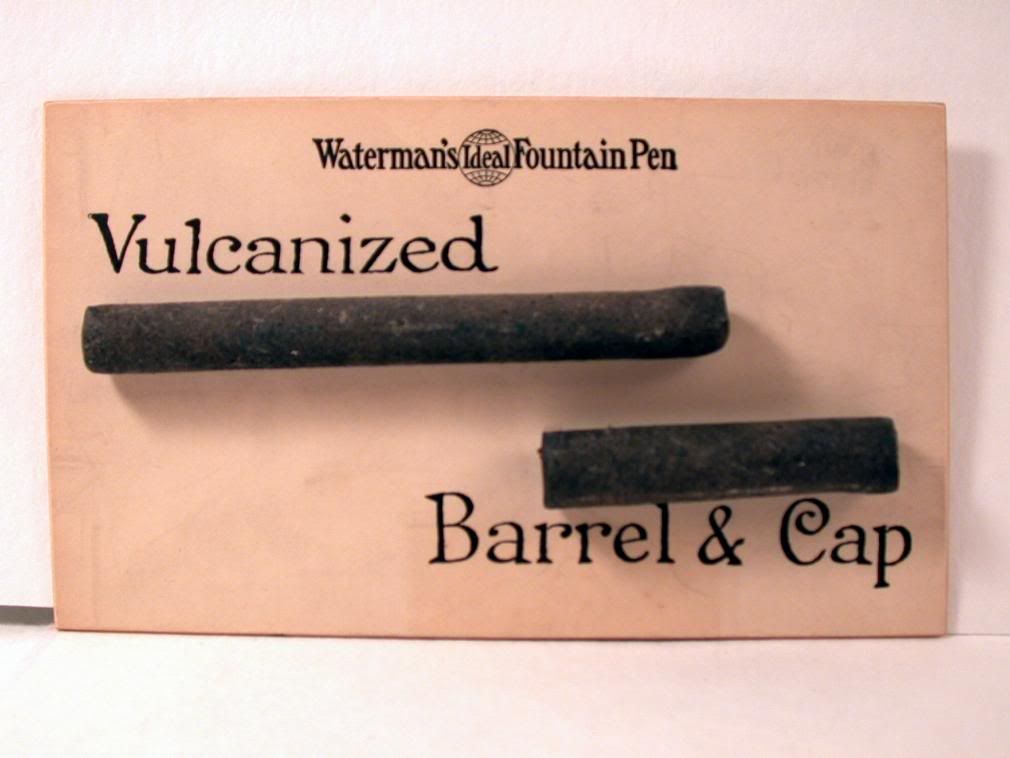
Vulcanized barrel and cap
After leaving the vulcanizer the metal rods are withdrawn from the rubber and it is then ready for the turning lathe. The original mandrel leaves the hole the proper size for either the barrel or the cap, but the outside is made a trifle larger than the finished holder. This allows for turning down and removing blemishes in order to give the surface a high finish. 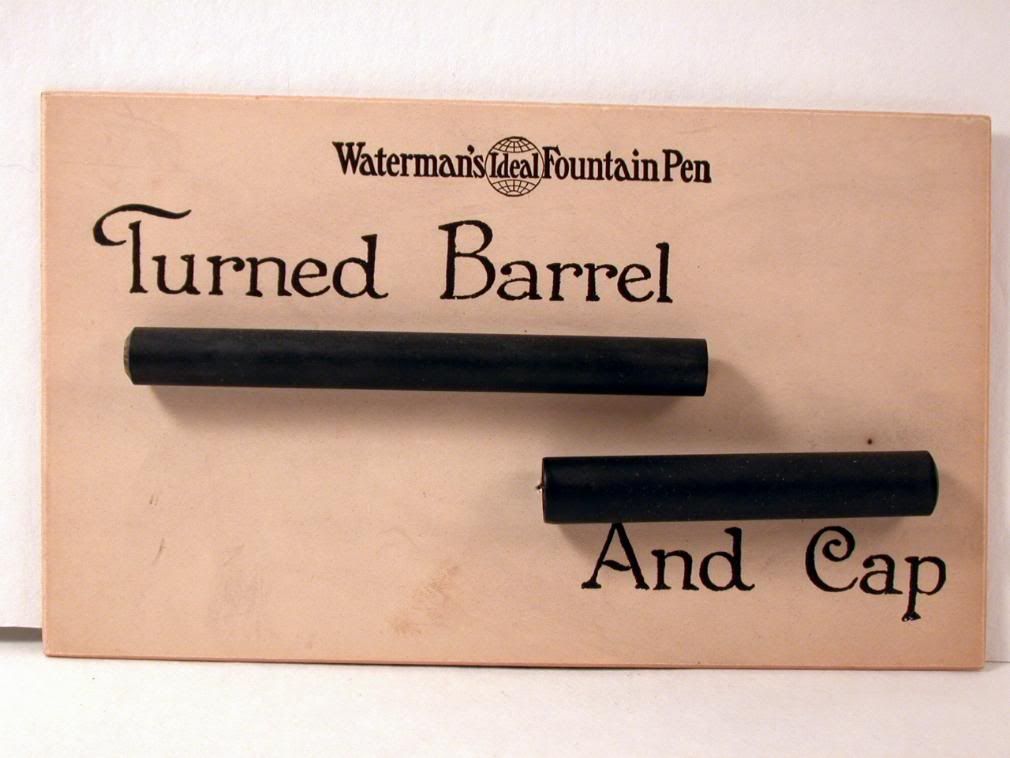
Turned barrel and cap, black rubber 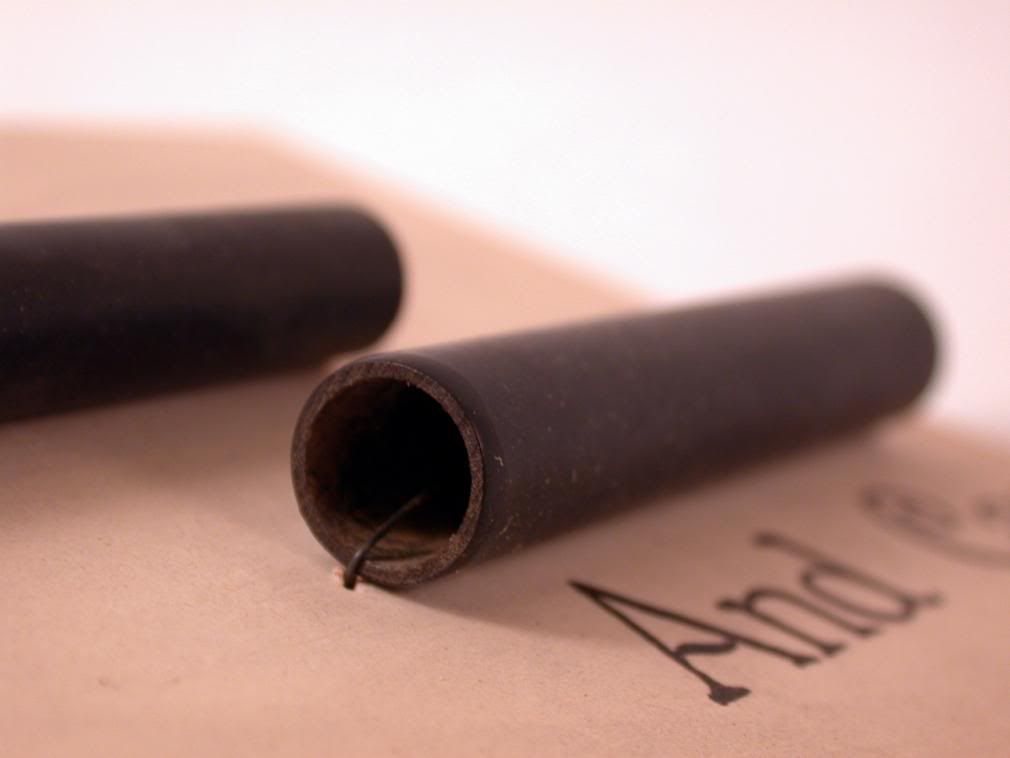
Close up end view
After the turning process has taken place the barrel or holder looks as shown and the difference the rough and the polished vulcanized rubber is more clearly shown in the illustration above. 
The process of finishing is as follows: rough stock is first turned down on a lathe and then put on an ash-buff and then refinished on the lathe, and when all the different parts of the holder are assembled it goes through a dipping process to make it jet black and is then ready for a final polishing. 
Point sections on card 
Close up of section
The pen section is made from rough rubber similar to the barrel and the cap, but with a smaller hole through the center. 
Development of the Famous Spoon Feed 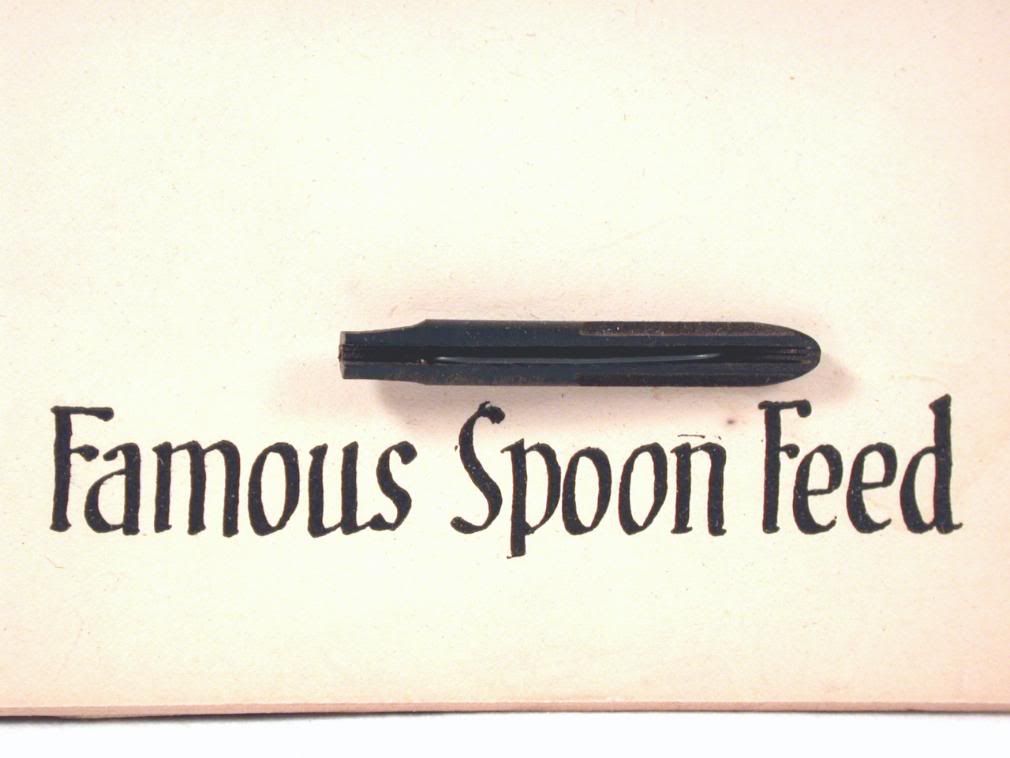
Close up of Famous Spoon Feed
The feed is made from a solid rod of rubber with the outer surface turned to the proper size and cut to the proper lengths with grooves and capillary fissures sawed in. After each of the individual parts are made they are all assembled and made a complete holder, and this process is very nice work in order that all the parts shall fit properly, particularly the joint which must be absolutely ink tight. 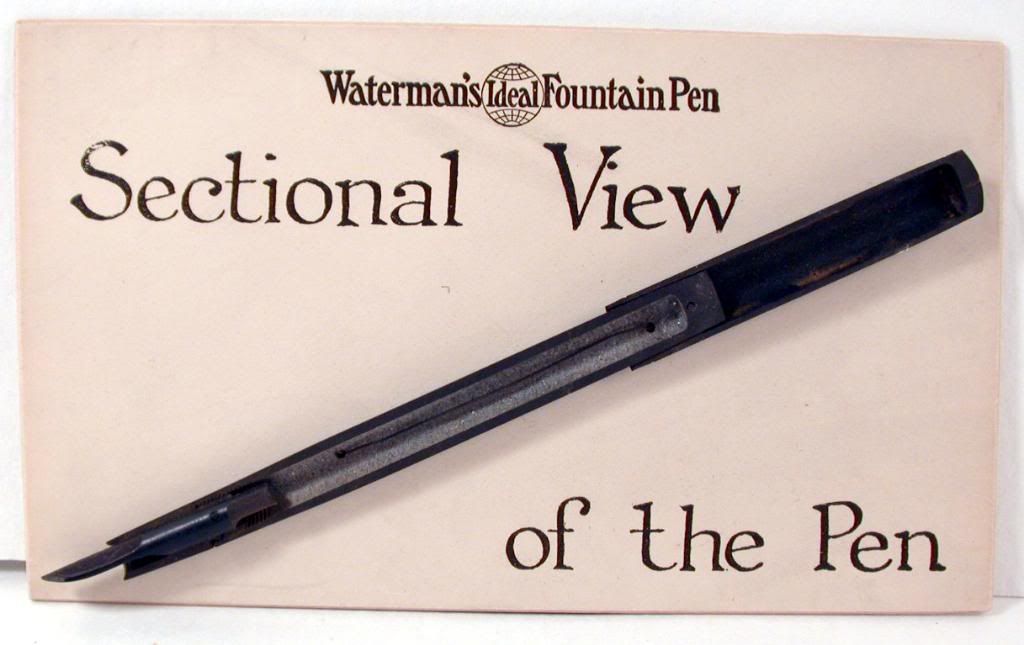
Sectional view of completed Waterman fountain pen 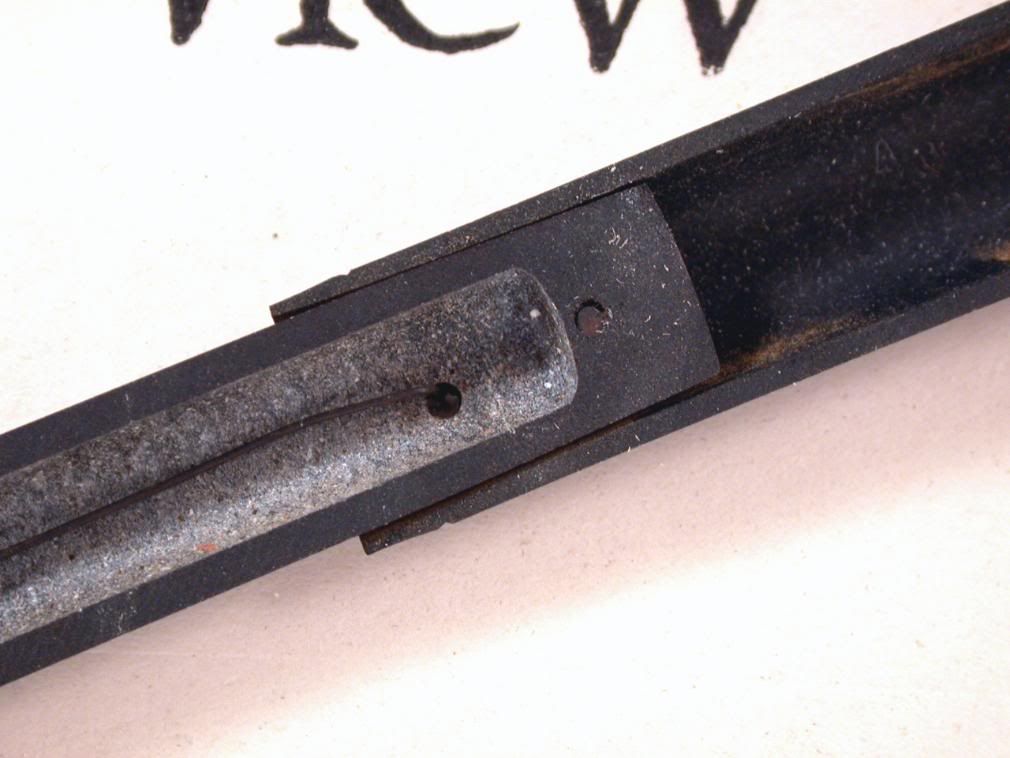

Finished Fountain Pen Model 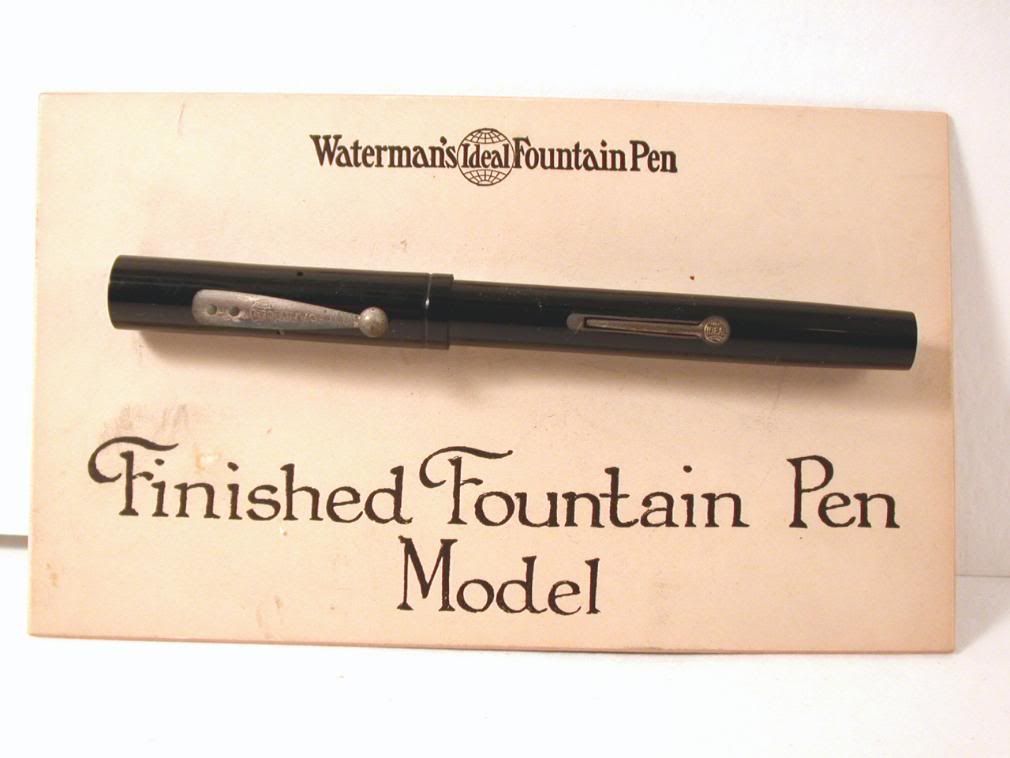
The illustration cards showing this process were carried by Waterman salesmen to show dealers the quality and precision of manufacture. These cards were given to dealers for store display which attracted much attention.
Amazingly, I found this complete demonstration kit with original paperboard case and display easel cards at a local flea market and this display eventually found its way into the collection of Gay Lehrer which was loaned for this article. This demonstration kit is dated to about 1910.
© 2006 Len Provisor
REVISION BY TOM WESTERICH OCT 29, 2012
Here is the text of ebonite,
a bit added and the order of pictures changed to match the order of production.
Best regards, Tom
Now, let us describe the process of manufacture, both of the rubber parts and of the pen itself.
RUBBER
The rubber used is imported from Para, South America. It comes to the USA in great lumps about the size of a man´s head and in general appearance is like the illustration which is a slice or a cross section of one of these nuggets of rubber.
Pure Beni-Bolivian Para Rubber
Close up Para Rubber
The first process is a grinding one, a tearing apart and a washing. All this, of course, is done by machinery and is a very simple process. It is then left to dry during a period of several months and looks like the above illustration when these months have rolled around. It is a fact that in all manufacture of first-class articles there are certain processes that cannot be hastened, and we must have enough well-dried rubber to work with continually coming on from day to day, and yet all of it must have taken the requisite period for drying.
<<<< The dark brown color of the samples shown is due to the age of the display cards - originally para rubber at this stage would be ivory white.
Rubber ground and washed Display
Close up rubber ground and washed.
The next process is one which passes the rubber through huge rollers, bringing it down to a sheet like that of sheet iron or sheet steel as shown in this illustration.
Rubber Ground and Washed Rolled in sheets
After this preliminary rolling, powdered sulphur is sprinkled upon it and it is rolled again until the sulphur has become a part of the rubber. It is then ready for vulcanizing.
<<< This takes place in an autoclave, that maintains heat and air pressure by injection of hot steam into the "vulcanizer"
This first run of vulcanization produces ebonite to be used as raw material,
which is consequently shaved and ground into powder and again mixed with sulphur and rubber. This will then be extruded and vulcanized into the real ebonite, ready to be used for pen making.
Rubber and sulfur mixed and rolled into sheets
Close up Rubber and sulfur mixed and rolled
A sheet of Vulcanized Ebonite, one part polished
First run of ebonite shaved
Close up of ebonite shaved
Some of our rubber, as you well know, is mottled with a reddish hue. This is obtained by using English vermillion in addition to the sulphur for one part of the ebonite mix.
<<<< Colored ebonite and black ebonite is then extruded in a manner, that creates the ripple pattern.
Waterman 42S Safety Ripple
The traditional process of ebonite making would produce solid rods to be then worked on the lathe. Especially the bore to create reservoir and cap would use up an enourmous amount of time and precious ebonite.
Now this is an ingenious way to save time and material:
The ebonite is extruded right onto a mandrel.
The covered mandrel is then placed in the vulcanizer and subjected to steam heat at the proper temperature and pressure for several hours, and when it comes out it looks like this illustration.
Vulcanized barrel on mandrel
After leaving the vulcanizer the metal rods are withdrawn from the rubber and it is then ready for the turning lathe. The original mandrel leaves the hole the proper size for either the barrel or the cap, but the outside is made a trifle larger than the finished holder. This allows for turning down and removing blemishes in order to give the surface a high finish.
Vulcanized barrel and cap
Turned barrel and cap, black rubber
Close up end view
After the turning process has taken place the barrel or holder looks as shown and the difference the rough and the polished vulcanized rubber is more clearly shown in the illustration above.
The process of finishing is as follows: rough stock is first turned down on a lathe and then put on an ash-buff and then refinished on the lathe, and when all the different parts of the holder are assembled it goes through a dipping process to make it jet black and is then ready for a final polishing.
The pen section is made from rough rubber similar to the barrel and the cap, but with a smaller hole through the center.
Point sections on card
Close up of section
The feed is made from a solid rod of rubber with the outer surface turned to the proper size and cut to the proper lengths with grooves and capillary fissures sawed in. After each of the individual parts are made they are all assembled and made a complete holder, and this process is very nice work in order that all the parts shall fit properly, particularly the joint which must be absolutely ink tight.
Development of the Famous Spoon Feed
Close up of Famous Spoon Feed
Sectional view of completed Waterman fountain pen
Close up of barrel cut demo
Close up of section cut demo
Finished Fountain Pen Model
The illustration cards showing this process were carried by Waterman salesmen to show dealers the quality and precision of manufacture. These cards were given to dealers for store display which attracted much attention.
Amazingly, I found this complete demonstration kit with original paperboard case and display easel cards at a local flea market and this display eventually found its way into the collection of Gary Lehrer which was loaned for this article. This demonstration kit is dated to about 1910.
© 2006 Len Provisor
Article revised by Tom 10/29/12
Tom Westerich
Hamburg - Germany and Abruzzo - Italy
![]()
Responses
www.newpentrace.net
![]()
![]()
![]()
![]()